![]()
| back to main page |
|
| Die LIMUS Umwelttechnik
GmbH hat Ihre Geschäftstätigkeit aufgegeben. Wir von der PONDUS Verfahrenstechnik GmbH möchten Ihnen aber gern weiterhin mit Rat und Tat zur Seite stehen. |
 |
| Wir freuen uns über Ihren Besuch. Sie werden automatisch zu uns weitergeleitet. |
Fig. 1: Model of a vacuum-degassing plant for digested sludge
Digested gas is dissolved in
sludge water due to the local temperature and pressure in the
digester. At the bottom of a 20 m high tank there are 0.65 m³
carbon dioxide (CO2) and 0.05 m³ methane (CH4) per m³ sludge.
Usually sludge is drawn off from the deepest point to prevent
accumulation of sand and other sedimentable matter. At the
overflow on top of the digester, in the downcomer to the
thickener and during mechanical dewatering the dissolved gas
becomes free step by step, because equilibrium is reached slowly.
The gas consists - besides small quantities of typical Oduorants
like ammonia and hydrogen sulphide and traces of others partly
toxic components - mainly of CO2 and CH4, which are considered to
be the main reason for the green house effect and should
therefore not escape to atmosphere.
About that the releasing gas will complicate the dewatering of
digested sludge; following thickeners are working insufficient
because flotation occurs, there is not clear supernatant and the
overflow will content great amounts of solids. The same
stratification happens in the storage tanks ahead of dewatering
machines. The dewatering itself especially in centrifuges will be
hindered by the formation of finest gas bubbles.
With the help of sludge degassing by vacuum treatment (EP 0289057) dissolved gas is removed to such an extent that the described disturbance don't happen any more. The appropriate choice of operating conditions and the constructive design of the degasser are decisive for the success. The released gas is collected and it is possible to use it together with digester gas.
The basic item of the degassing
plant is the degassing vessel. Its upper part includes cascade
installations, over which the sludge runs down in a thin film
with a large permanent renewing surface. The bottom part is
dimensioned to provide sufficient retention time for subsequent
degassing and separation of very small bubbles.
Above the liquid level there is a foam layer, which collapses
gradually in time. Separate stable foams may be controlled by
diverse methods. A water ring pump provides the required vacuum
in the degassing vessel.
The degassing plant should be installed preferable in a building near to the digester, so that it requires no precautions against the danger of freezing.
Fig. 2: Vacuum degassing plant with following thickener
Thickeners for digested sludge will operate well by use of a vacuum degassing plant, fig. 2. To reduce emissions digested sludge is drown off preferable directly from the digester tank, not by the overflow, e.g. valve V1 and V2 should be closed. Sludge level in the degassing vessel is controlled.
Best result are obtained by thickeners which are continuously run and which are equipped with a sludge level indicator. Is there no thickener but only a storage tank for the subsequent dewatering machines, flotation is also to suspect. The strong buoyancy due to gas bubbles is not always to be avoid, not even by heavy stirring. The concentration in the feed line is oscillating, an precise dosage of flocculants is impossible and the results of dewatering are bad. A possible arrangement in such case shows fig. 3. No storage tank is need, if the digestion tank is feed sufficient continuously.
Fig. 3: Vacuum degassing plant with following centrifuge
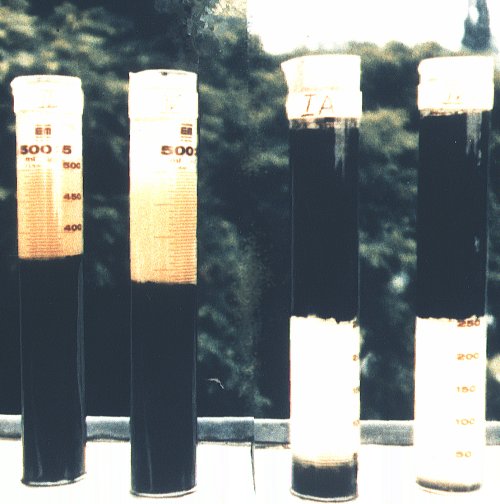
Fig. 4: Vacuum treated and untreated digested sludge
The effect of degassing depends on the digested sludge type and its history, therefore pilot tests are useful. Fig. 4 shows the typical sedimentation behaviour. Vacuum degassing does not improve size and structure of flocs. Therefore it is no compensation for conditioning!
Fig. 5: Sedimentation behaviour of degassed digested sludges from different sewage treatment plants
A reduction of the sludge volume after thickening of 30 % to 50 % is possible. Fig. 5 shows some typical sedimentation curves of samples from different sewage treatment plants. The dry substance content of the decantat lies under 0.5 %, generally between 0.2 % and 0.3 %. A thickening time longer then 48 hours normally does not give an additional improvement, because gas building starts again. Best results are realised with continuos operation of the thickener.
Volume reduction in the thickener effects every subsequent sludge treatment positively. Cost savings lead to amortisation within few years.
But also without thickening degassing of sludge has a positive effect, because emissions are reduced, flocculation is improved as well as dewatering in centrifuges and filters.
| Vacuum: | 0.2 - 0.4 | bar abs. |
| Power consumption: | approx. 0.2 | kWh/m³ |
| Retention time thickener: | 2 - 3 | d |

Fig. 10: Degassing-plant for 8 m³/h at workshop
A lab test gives quick information about the effect of sludge degassing. For that a sludge sample being gently agitated in a water jet vacuum and subsequently left in a graduated cylinder for 1 to 3 days.
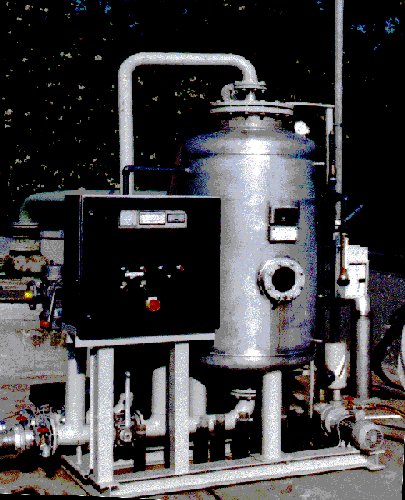
Fig. 6: Pilot plant for degassing of
digested sludge
For semi-technical tests on the sewage treatment plant a pilot plant with a capacity up to 8 m³/h is available. In general, this pilot plant can be easily connected to the existing facilities by the plant stuff with little effort.